How Pultruded FRP Profiles Are Manufactured
Pultrusion is the most efficient continuous process for manufacturing fiber-reinforced polymer profiles. We operate precision-controlled lines that convert raw fibers and resins into structural profiles with consistent, repeatable mechanical properties.
The Six Stages of Pultrusion
Pultrusion — a portmanteau of "pull" and "extrusion" — is a continuous manufacturing process that produces fiber-reinforced polymer (FRP) composite profiles with a constant cross-section. Unlike metal extrusion, which pushes molten material through a die, pultrusion pulls continuous reinforcing fibers through a resin system and a heated forming die. The result is a structural profile with exceptional longitudinal strength, dimensional consistency, and corrosion resistance.
The process is inherently efficient: it runs continuously, consumes minimal labor per meter of output, and yields fiber volume fractions of 60–70 % — significantly higher than hand lay-up or spray-up methods. Every meter of profile produced on a properly controlled pultrusion line shares virtually identical mechanical properties, which is why pultrusion is the preferred manufacturing route for structural FRP shapes used in construction, infrastructure, and industrial applications.
Stage 1 — Fiber Creel
The process begins at the creel rack, a steel frame holding anywhere from 50 to over 300 spools of continuous fiber roving. E-glass is the most common reinforcement, although ECR-glass (for chemical resistance), carbon fiber (for stiffness), and aramid (for impact resistance) are also used depending on the application. The creel is configured to deliver the precise number and type of rovings required by the profile design. For complex shapes, the creel may also supply continuous filament mat (CFM) or stitched multi-axial fabrics that provide off-axis strength — essential for profiles that must resist transverse loads or local bolt-bearing forces.
Proper creel tension management is critical. Each roving must pay out at a consistent tension to prevent dry spots (under-tensioned fibers that fail to wet out fully) or fiber breakage (over-tensioned fibers that snap during pulling). Modern creel systems use spring-loaded or pneumatic tensioners to maintain even pay-off as spool diameters decrease during a production run.
Stage 2 — Guide Plate
After leaving the creel, fiber rovings and fabric reinforcements pass through a series of guide plates — precision-machined cards with ceramic-lined eyelets or slotted channels. The guide system serves two purposes: it arranges the fibers into the spatial configuration required by the die cross-section, and it pre-tensions the fiber bundle to prevent tangling or twisting as it enters the resin impregnation zone.
For profiles with multiple wall thicknesses — such as an I-beam with thick flanges and a thinner web — the guide plate routes more rovings to the flange zones and fewer to the web. This ensures uniform fiber volume fraction throughout the cross-section, which directly governs the consistency of mechanical properties across the profile.
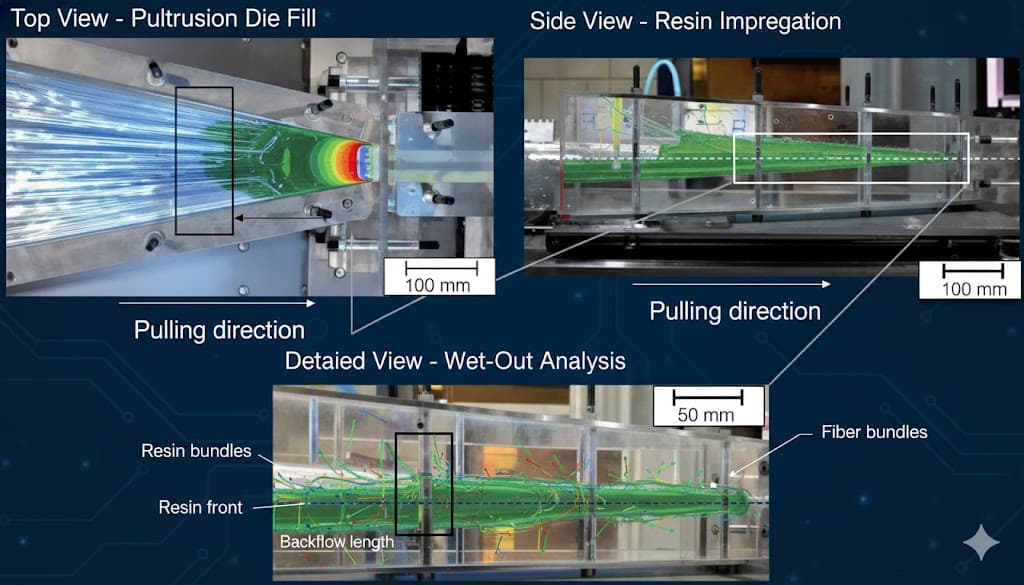
Stage 3 — Resin Impregnation
Full and uniform resin impregnation is arguably the most quality-critical step in the pultrusion process. Every fiber filament must be completely wetted by the resin system; any dry fibers trapped within the profile create internal voids that reduce mechanical strength, fatigue life, and environmental durability. There are two principal impregnation methods: open-bath and injection.
In an open-bath system, fibers are submerged in a trough containing mixed liquid resin. Submerged guide rollers and bars ensure thorough wet-out. The bath is simple and economical, but the large surface area of exposed resin leads to styrene emissions (for polyester and vinyl ester systems), requires frequent pot-life management, and makes precise resin-to-fiber ratio control more difficult.
In an injection system, the fiber bundle enters a closed injection chamber — typically an integral part of the die entrance — where resin is injected under controlled pressure (3–8 bar). Because the chamber is sealed, volatile emissions are near zero, resin waste is minimized, and the resin-to-fiber ratio can be controlled to within one percent of the target value. Injection pultrusion is the preferred method for high-quality structural profiles and is the standard on our production lines.
Stage 4 — Heated Die
The resin-impregnated fiber bundle enters the heated forming die — a precision-machined, chrome-plated steel tool whose internal cavity defines the profile cross-section. Die lengths typically range from 600 mm to 1200 mm, depending on profile complexity, wall thickness, and line speed. The die is divided into multiple independently controlled heating zones (typically three) that establish a carefully designed temperature gradient.
The entry zone is maintained at 100–130 °C to initiate the resin cure (gel point). The center zone rises to 140–170 °C to drive the exothermic cure reaction to completion. The exit zone is held at 150–180 °C to ensure full cure and allow controlled thermal shrinkage that releases the profile from the die wall. Temperature control accuracy of ±2 °C across all zones is essential; deviations cause surface defects, internal cracking, or profile sticking.
The exothermic peak temperature — the maximum temperature reached inside the profile during cure — must be carefully managed. If the peak is too high, the resin can overshoot its glass transition temperature and develop internal stresses that manifest as surface crazing or micro-cracks. Our die designs incorporate thermocouple ports at multiple depths to monitor both die wall and profile core temperatures in real time.
Stage 5 — Pull Mechanism
Downstream of the die, a pulling mechanism draws the cured profile continuously and at constant velocity. Two types of puller are common: reciprocating clamp pullers and caterpillar (endless belt) pullers. Clamp pullers use two sets of hydraulic clamps that alternately grip and advance the profile in a hand-over-hand motion; they are suited for larger profiles requiring high pull forces (up to 100 kN). Caterpillar pullers use continuous rubber-tracked belts that grip the profile on two or more faces; they provide smoother, vibration-free pulling and are preferred for smaller, thin-walled profiles.
Pull speed is one of the most critical process parameters. It determines the residence time of the material inside the heated die, which in turn controls the degree of cure. Typical pull speeds range from 0.3 m/min for large, thick-walled profiles (where heat penetration to the core takes longer) to 1.5 m/min for small, thin-walled shapes. Our lines use servo-driven pullers with closed-loop speed control accurate to ±0.5 % of the set point.
Stage 6 — Cut-Off
The final stage is the cut-off saw, which cuts the continuous profile into discrete lengths. A "flying" cut-off saw travels with the profile during the cutting stroke so that the line never stops — maintaining continuous production. Diamond-tipped or carbide-tipped blades are used to cut through the abrasive glass-fiber-reinforced composite. Wet cutting with coolant suppresses dust and maintains blade life. Standard cutting accuracy is ±1 mm on length; precision cutting to ±0.5 mm is available for fenestration and electrical applications that require tight tolerances.
After cutting, profiles are labeled, inspected for visual defects, measured for dimensional compliance, and staged for packaging. For profiles requiring post-processing — such as drilling, routing, bonding, or painting — the cut lengths proceed to our secondary fabrication area.
Injection Pultrusion vs Open-Bath Pultrusion
The choice of impregnation method has a direct impact on product quality, emission levels, material waste, and operating cost. We operate injection pultrusion as our standard process, switching to open-bath only for specific legacy formulations that require it.
| Parameter | Injection Pultrusion | Open-Bath Pultrusion |
|---|---|---|
| VOC Emissions | Near zero (sealed chamber) | High (open resin surface) |
| Resin-to-Fiber Ratio Control | ±1 % of target | ±3–5 % of target |
| Resin Waste | Minimal (closed system) | 5–10 % waste from bath maintenance |
| Surface Finish Quality | Excellent (consistent wet-out) | Good (variable wet-out possible) |
| Capital Cost | Higher (injection equipment) | Lower (simple trough) |
| Resin System Compatibility | Polyester, vinyl ester, epoxy, PU | Polyester, vinyl ester |
| Changeover Time | 30–60 minutes (purge injection chamber) | 15–30 minutes (drain and refill trough) |
| Operator Exposure | Minimal (enclosed process) | Significant (open resin contact) |
Production Line Specifications
Our pultrusion facility houses multiple production lines, each configured for different profile size ranges. All lines share a common control architecture with centralized data logging for full traceability. The following parameters represent the combined capability envelope across our equipment fleet.
| Parameter | Range | Notes |
|---|---|---|
| Line Speed | 0.2 – 2.0 m/min | Servo-controlled, ±0.5 % accuracy |
| Die Temperature | 100 – 200 °C | 3-zone independent control, ±2 °C |
| Maximum Pull Force | Up to 100 kN | Hydraulic clamp puller for heavy profiles |
| Maximum Profile Envelope | 500 mm × 100 mm | Width × depth of bounding rectangle |
| Minimum Wall Thickness | 1.5 mm | With continuous filament mat reinforcement |
| Fiber Volume Fraction | 55 – 72 % | Dependent on profile geometry and resin type |
| Injection Pressure | 3 – 8 bar | Closed-loop pressure regulation |
| Cut-Off Accuracy | ±0.5 mm | Flying saw with automatic length tracking |
Process Parameter Control
Every production run is governed by a validated recipe that specifies the exact values for pull speed, die zone temperatures, injection pressure, and resin mix ratios. Recipes are stored digitally and version-controlled; any parameter change triggers a formal engineering change order (ECO) process that includes re-validation testing. During production, all parameters are logged at one-second intervals to a centralized database, enabling full traceability from finished profile back to raw material batch numbers and process conditions.
Real-time statistical process control (SPC) monitors key parameters against control limits. If any parameter drifts outside its control band, the system generates an immediate alert and, for critical deviations, can automatically pause the puller. This closed-loop approach ensures that every meter of profile we produce meets specification — not just at the start of a run, but throughout the entire production campaign.
Explore Further
Frequently Asked Questions
What is pultrusion?
Pultrusion is a continuous manufacturing process for producing fiber-reinforced polymer (FRP) composite profiles with a constant cross-section. The term combines 'pull' and 'extrusion' — reinforcing fibers are pulled through a resin bath and then through a heated steel die where the resin cures, forming a rigid structural profile. Unlike extrusion (which pushes material), pultrusion pulls it, enabling the incorporation of continuous fiber reinforcements that give the final product exceptional longitudinal strength and stiffness.
How does the pultrusion process work step by step?
The pultrusion process follows six sequential stages: (1) Fiber Creel — continuous glass, carbon, or aramid fibers are dispensed from a roving creel rack; (2) Guide Plate — fibers are organized into the correct spatial arrangement; (3) Resin Impregnation — fibers pass through a resin bath or injection chamber where they are fully wetted with thermoset resin; (4) Heated Die — the impregnated fiber bundle enters a precision-machined steel die heated to 120–180 °C where the resin cures (polymerizes); (5) Pull Mechanism — reciprocating clamp pullers or caterpillar belts draw the cured profile at a controlled speed of 0.3–1.5 m/min; (6) Cut-Off — a flying saw cuts the continuous profile to the required length without stopping the line.
What is the difference between injection pultrusion and open-bath pultrusion?
In open-bath (or dip-tank) pultrusion, fibers pass through an open trough of liquid resin before entering the die. In injection pultrusion, resin is injected directly into a closed chamber at the die entrance under controlled pressure. Injection pultrusion offers lower VOC emissions, more precise resin-to-fiber ratio control, less resin waste, and a cleaner production environment. Open-bath systems are simpler and lower in capital cost but require more frequent resin maintenance and produce higher styrene emissions.
What types of fibers and resins are used in pultrusion?
The most common reinforcement is E-glass roving, which provides an excellent balance of strength, stiffness, and cost. ECR-glass offers improved corrosion resistance for chemical environments. Carbon fiber is used where maximum stiffness-to-weight ratio is critical. Aramid (Kevlar) fibers add impact resistance. For resins, isophthalic polyester is the workhorse for general structural applications. Vinyl ester resins provide superior chemical and corrosion resistance. Epoxy systems deliver the highest mechanical properties and are essential for carbon fiber pultrusion. Phenolic resins are specified where fire, smoke, and toxicity (FST) performance is paramount, such as in rail and tunnel applications.
What are the advantages of pultruded profiles over hand lay-up or filament winding?
Pultrusion is the most cost-effective composite manufacturing method for constant-cross-section profiles because it is continuous, highly automated, and delivers consistent properties from meter to meter. Hand lay-up is labor-intensive and subject to operator variability, making it suitable for complex one-off shapes but uneconomical for volume production of linear profiles. Filament winding is ideal for hollow rotational parts (pipes, tanks) but cannot produce open shapes like I-beams, channels, or flat strips. Pultrusion achieves fiber volume fractions of 60–70%, which is higher than typical hand lay-up (30–45%), resulting in superior mechanical performance.
Ready to discuss your pultrusion requirements?
Our engineering team is ready to help you find the right FRP solution. Get in touch for technical consultation or a detailed quotation.